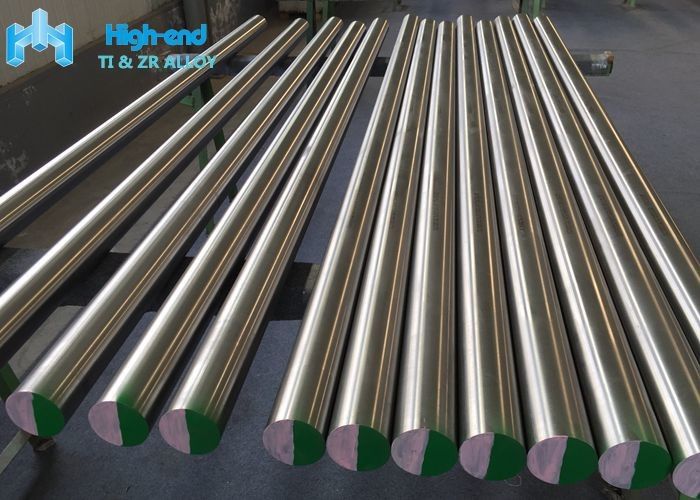
Barre ronde titanique laminée à chaud forgée chaude de barre de la catégorie 2 titaniques
La technologie traditionnelle de la tige titanique est de mouler le titane d'éponge dans des lingots, et puis de produire la tige titanique par la billette et roulement de forge. L'éponge titanique est le matériel le plus original pour la production des matériaux titaniques, le fondant obtiendra le lingot titanique, le matériel initial pour le traitement titanique.
Le processus de traitement de la tige titanique du titane d'éponge à masquer est comme suit :
(1) l'électrode de pression, le titane d'éponge est pressée par l'électrode de presse, formant une électrode dense de bloc de pressing de titane d'éponge ;
(2) coulée sous vide, trois fois de la coulée sous vide de l'électrode pressante titanique de bloc d'éponge dans les conditions de 1700 | 1800℃ et PA -103 ;
(3) le blanc, dans l'état de 1000℃, par le blanc de presse hydraulique, et finalement pressé dans le blanc carré ;
Il convient noter que la haute pression réduira la vie de la tige titanique en cours de coupe. Par conséquent, quand la tige titanique est de mourir forgé par la méthode fermée de pièce forgéee de matrice, le volume du blanc original doit être strictement limité dans la méthode fermée de pièce forgéee de matrice, qui complique le procédé de préparation. Si adopter fermé pour mourir pièce forgéee devrait être considérée de deux aspects d'intérêt et de faisabilité de processus. La pièce forgéee ouverte de matrice, les bavures de la perte de poids vide de 15% à 20% des déchets de fixage de manufacturability de partie (si les conditions de forge doivent laisser la présente partie) a expliqué 10% du poids du métal instantané vide la perte que relative est habituellement des augmentations avec la réduction de poids vide, une certaine structure asymétrique, la différence de secteur est plus grande, et il y a difficile à les pièces forgéees locales de suffisance, la consommation de bavures peuvent être aussi hautes que 50%. Bien que les fermés meurent la pièce forgéee n'a aucune perte de bavures, il est nécessaire pour ajouter plus de cannelures de transition pour le processus de fabrication compliqué de billette, qui augmentera assurément le coût auxiliaire.
(4) pour le premier roulement, à 970 | 980℃, le blanc avec la forme cylindrique est roulé préalablement par le laminoir ;
(5) le deuxième roulement, dans l'état de 950℃, avec le roulement de moulin dans les pièces vides.
Il y a beaucoup de méthodes de roulement, qui peuvent être classifiées selon différentes caractéristiques. Selon des caractéristiques d'écoulement et de déformation en métal, l'extrusion peut être classifiée en tant que l'extrusion en avant, l'extrusion inverse et extrusion spéciale. L'extrusion spéciale inclut l'extrusion hydrostatique, extrusion continue, extrusion latérale, extrusion combinée, extrusion composée, extrusion de veste, épluchant l'extrusion, extrusion de bouchon liquide, amère meurent extrusion, extrusion de poudre, extrusion de semi-fonte, extrusion liquide, etc.
L'extrusion selon la classification de la température, là sont extrusion chaude, extrusion chaude et extrusion froide. L'extrusion chaude et l'extrusion froide sont deux branches importantes d'extrusion. L'extrusion chaude est principalement employée dans le système métallurgique d'industrie, c.-à-d., le nom général de l'extrusion. Extrusion froide mécanique d'application de système d'industrie ; Le développement de l'extrusion chaude est relativement tardif et son champ d'application est petit.
Pièce forgéee titanique de fonte de presse d'huile de → de lingot de → d'éponge de → d'électrode de bloc de vide titanique titanique de → dans le → de roulement de → de blancs de tige épluchant l'emballage de polissage de redressage de recuit de → de détection de défaut de → de produit fini de → de → de → de →
Essai chimique
| Catégorie matérielle |
Al |
V |
Fe |
O |
C |
N |
H |
Ti |
| Gr1 |
/ |
/ |
0,106 |
0,046 |
0,017 |
0,010 |
0,001 |
Équilibre |
| Gr2/UNS R50250 |
/ |
/ |
0,178 |
0,19 |
0,011 |
0,006 |
0,001 |
Équilibre |
Essai mécanique
| Catégorie matérielle |
Résistance à la traction |
Limite conventionnelle d'élasticité |
Élongation |
Striction |
| Gr1 |
405 |
316 |
21 |
41 |
| Gr2 |
463 |
349 |
26 |
46 |

Avantage des matériaux TITANIQUES pour les applications AÉROSPATIALES
· Poids léger
· De haute résistance
· Résistance élevée de fatigue
· Résistance du feu vif
 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!